为了要应对各种工件外形,定位基准面也存在有各种形状和尺寸。在此,对定位基准面的基本形式进行讲解。
定位基准面的基本形式
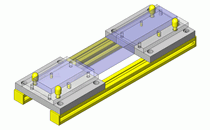
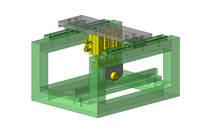
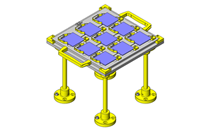
(1)一体式定位基准方式(【图1】)
・在工件夹持装置本身上,以机械加工方式来形成定位基准面的方式。
・以机械加工方式来形成基准面会费时费力且有磨损,在对此所采取的措施方面存在缺点。
・由于设计成一体式,因此,需要有额外的材料。

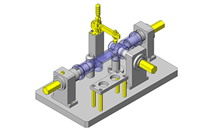
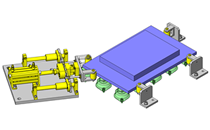
(2)采取组装方式的基准面方式(【图2】)
・这种方式也需要对定位基准用工具进行机械加工,显得比较费时费力。
・存在有可仅更换基准面部件这一优点。
・由于仅使用基准面部件,因此,可使用耐磨损性高的材料。

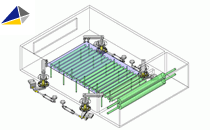
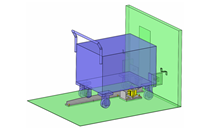
(3)定位基准销方式(【图3】)
・为最简单,且可应对所有定位形态的方式。
・定位基准销有各种各样。但已做到标准化,且有销售。因此,很方便就能获得。
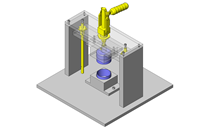
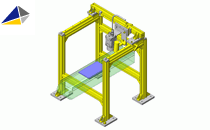
・这种方式采用的是关于定位销布置的法则“3-2-1法则*(【图4】)”。
・对于机械加工用工件的定位等,只要用力就有可能使工件活动时,需要研究一下销的形状(【图5】)和销的数量,以防止工件移动。【图6】所示虽然只能朝上取出,但却是一种可切实地进行固定的销布局。

“3-2-1法则*”
这是用3个销来形成底面(Z轴方向)基准,用2个销来形成平面的一个方向(X轴方向)基准,用1个销来形成平面的余下一个方向(Y轴方向)基准的结构。